Selecting the appropriate router end mill for your CNC project is intricate, involving numerous factors like length, geometry, profile, and material. Balancing performance, cost, finish, and tool longevity is crucial. But which end mill is best for your CNC machine? The answers will guide you to the ideal tool for your project, material, and desired finish.
What Is an End Mill?
An end mill and a drill bit are often confused, but they have distinct functions.
While a drill bit is primarily designed to create holes by plunging directly into the material,
an router end mill can cut laterally, enabling the creation of slots or profiles.
Furthermore, most end mills are designed to be center-cutting to plunge into the material as well. That’s why end mills are way more versatile and practical than drill bits.
Different Shapes and Types of End Mills
As many CNC operations as there are, there are also a large number and variety of end mills to perform those operations. Below we will introduce each type of end mill.
Square End Mills
These are the most common type, versatile for various milling applications such as slotting, profiling, and plunge cutting. These router end mills have a flat bottom and straight sides.

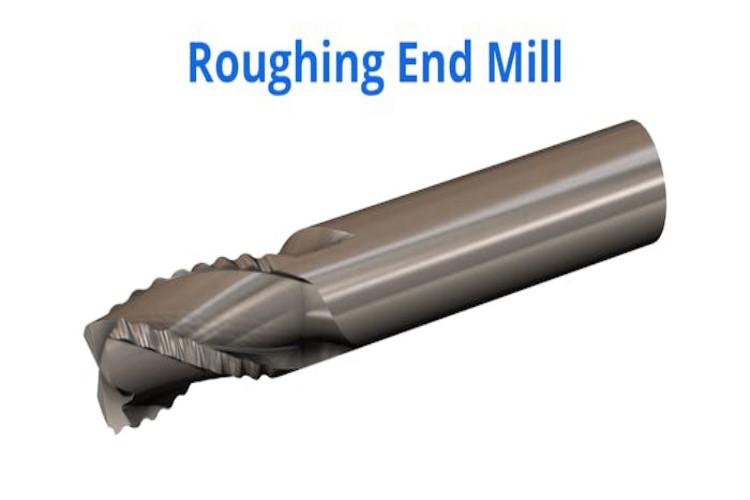
Roughing End Mills
Roughing end mills are optimized for rapid material removal in heavy-duty operations. Their design minimizes vibration but results in a rougher surface finish.
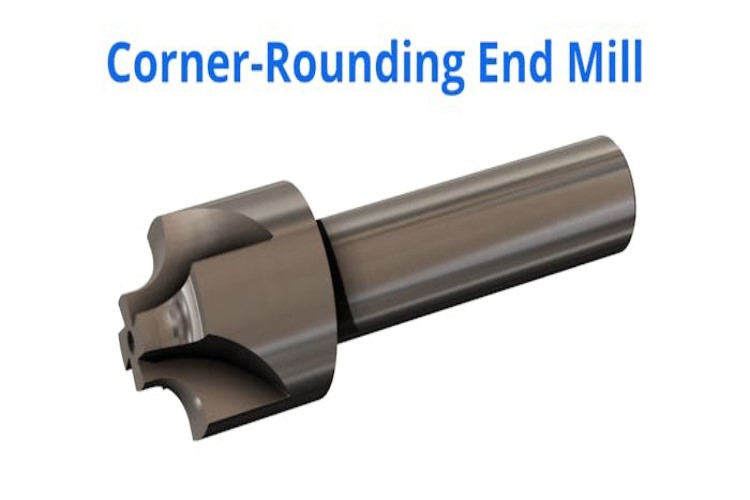
Corner Radius End Mills
Designed with slightly rounded corners to evenly distribute cutting forces, preventing damage and extending tool life. They create flat-bottomed grooves with slightly rounded inside corners.
Tapered End Mills
Center-cutting tools used for plunging and machining angled slots. They are particularly useful in die-casting and mold making.
T-Slot End Mills
T-slot router end mills are specifically designed for accurately cutting keyways and T-slots, crucial for constructing working tables and similar applications.
Ball End Mills
Characterized by rounded tips, they are ideal for milling 3D shapes and creating rounded grooves.
Straight Flute End Mills
These Feature a zero-degree helix, making them suitable for materials prone to lifting effects, such as wood, plastics, and composites. They minimize edge fraying and produce a superior surface finish compared to helical end mills.
Selecting the Right Size of End Mill
Milling deep pockets within a workpiece necessitates the use of long router end mills to reach the bottom without interference from the machine spindle. The length of the end mill is directly correlated with the depth of the pocket, and this relationship is defined as “stickout” which is the distance from the tool holder to the cutting edge of the end mill.
It is crucial to remember that the cutting depth should never exceed the length of the end mill’s flutes. Exceeding this limit hinders proper chip removal, leading to excessive heat buildup and potential tool damage.
While the temptation to use longer router end mills for increased versatility may arise, it’s important to understand that excessive stickout compromises the tool’s rigidity. As the stickout increases, the end mill becomes more susceptible to deflection under the forces of the machining process. This deflection can result in inaccurate cuts and ultimately lead to tool failure.
Problems of Tool Deflection
Tool deflection presents significant challenges in machining operations. It induces chatter, characterized by vibrations arising from relative movement between the workpiece and the cutting tool. This chatter, in turn, results in poor surface finish with noticeable ripples.
Deflection also compromises dimensional accuracy, leading to parts that deviate from the desired tolerances. The bending stresses associated with deflection also contribute to reduced tool life due to fatigue. Consequently, shorter router end mills, exhibiting greater rigidity, are generally preferable. The use of extra-long end mills should be reserved for applications where their extended reach is absolutely necessary.
Choosing the Righ End According to the Number of Flutes
The essence of chip formation lies within the intricate anatomy of the end mill, specifically its spiraling flutes. These grooves, often likened to “teeth,” define the cutting edges. The number of flutes significantly influences machining outcomes, impacting feed rates, surface finish, and the crucial process of chip evacuation.
A direct correlation exists between flute count and feed rate. Increasing the number of flutes necessitates an adjustment in feed rate, either an increase or a decrease in spindle speed, to maintain a consistent chip load.
This dynamic necessitates careful consideration of machine and spindle capabilities when selecting the appropriate flute count for a given application.
While a higher flute count generally translates to smoother surface finishes, it concurrently diminishes the available space for chip evacuation. This factor becomes particularly critical when machining materials like aluminum, renowned for generating voluminous chips.
In such cases, the restricted space within the flutes of a 4-flute end mill can lead to chip jamming, obstructing cutting edges, and ultimately, compromising tool life. Consequently, router end mills with fewer flutes, typically 2 or 3, are often favored for aluminum machining, ensuring efficient chip clearance and preventing premature tool failure.
The Proper Material for Your End Mill
Let’s focus on the two primary materials employed in router end mills: High-Speed Steel (HSS) and carbide.
HSS, while the more economical option, offers commendable wear resistance and versatility, accommodating a wide range of materials, including wood and metals.
In contrast, Coated Carbide end mills, although commanding a higher price point, exhibit superior rigidity and enable machining speeds two to three times faster than their HSS counterparts. Their exceptional heat resistance equips them to handle the demands of milling tougher materials.
The enhanced productivity afforded by carbide’s significantly faster machining speeds justifies the increased investment. Furthermore, their enhanced durability and extended tool life solidify their value proposition.
A readily accessible method for augmenting router end mill performance lies in the application of specialized coatings. TiAlN (Titanium Aluminum Nitride), a widely utilized coating, facilitates a 25% average increase in cutting speeds while maintaining a reasonable cost.
Which Coating Is Better for End Mills
For less performance-critical applications and smaller diameters (8mm or less), carbide end mills offer a suitable balance. However, for larger cutters where rigidity can be enhanced by the increased diameter, HSS presents a more cost-effective alternative.
Moreover, when embarking on CNC milling, the risk of initial errors and tool breakage is heightened. Opting for more affordable HSS end mills during this learning phase can mitigate financial losses.

Conclusion
In conclusion, selecting the right router end mill for your CNC project requires careful consideration of various factors, including material, size, flute count, and the desired finish. Understand the unique characteristics of different end mill types and materials so can optimize your machining process for efficiency, accuracy, and tool longevity. For a wide selection of high-quality router end mills, consider exploring the offerings at Maple CNC.
https://www.mekawnika.io/blog/learn-1/end-mill-selection-guide-4